The below questions that have been repeatedly searched by people focus on tanker materials, checking fabrication risks, and planning aluminum tank truck projects. The focus is practical: how al alloy 5083 tanker plate performs in shell, head, baffle, and bulkhead work.
| Recent English Q&A question | What the question usually means | Short answer |
|---|---|---|
| Is 5083 aluminum good for tanker trailers? | The user wants strength plus corrosion resistance. | Yes, especially for welded tanks carrying fuel, chemicals, edible oil, or other non-pressurized liquid cargoes. |
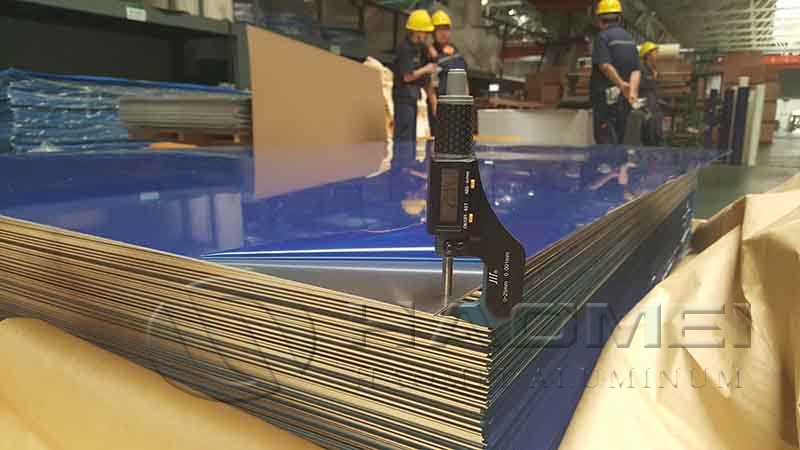
| What thickness of 5083 plate is used for tank trucks? | The user is trying to estimate weight and cost. | Common ranges are often 5 mm to 8 mm for shells and 6 mm to 10 mm for heads or baffles, but design rules decide the final value. |
| Which temper is better, 5083-H111, H112, or O? | The user is worried about forming and cracking. | H111 and H112 are common tanker choices; O is softer and easier to form but has lower strength. |
| Can 5083 tanker plate be welded without losing strength? | The user is checking production risk. | It welds well, but filler choice, heat control, and cleaning affect final quality. |
| 5083 vs 5454 vs 5182, which alloy should I choose? | The user is comparing several aluminum tanker materials. | 5083 is stronger and corrosion resistant; 5454 handles higher temperature service better; 5182 is often used where formability is important. |
1. Is 5083 aluminum good for tanker trailers?
Yes, 5083 is one of the most common aluminum alloys for tank truck shells because it combines medium-high strength, excellent marine-type corrosion resistance, and good weldability. Its magnesium content helps it resist attack from moisture, road salt, and many transported liquids. This is why procurement teams often compare 5083 aluminum plate before choosing material for fuel tankers, chemical tankers, and bulk liquid vehicles.
For aluminum tank manufacturing, the attraction is not only weight reduction. A lighter tank body can increase payload or reduce fuel use, but the material must still tolerate vibration, sloshing impact, welded seams, and long service outdoors. 5083 performs well in these areas when the design, plate condition, and welding process match the operating duty.
2. What thickness of 5083 tanker plate should I order?
Thickness is one of the most searched questions because it affects price, tank weight, forming force, welding time, and payload. However, no safe tank design should be copied from a forum answer. The correct thickness depends on tank diameter, compartment layout, cargo density, road regulation, design code, welding factor, and whether the plate is used for shell, end head, manhole reinforcement, baffle, or bulkhead.
| Tank part | Typical 5083 thickness discussion range | Manufacturing note |
|---|---|---|
| Tank shell | 5 mm to 8 mm | Larger diameter and higher-density cargo may require thicker plate. |
| End head | 6 mm to 10 mm | Forming depth and head shape affect stress distribution. |
| Baffle or bulkhead | 5 mm to 8 mm | Openings, flanges, and reinforcement patterns matter. |
| Support or saddle area | Project specific | Local reinforcement is often needed near mounting points. |
A practical ordering approach is to confirm the tank drawing first, then match plate width and length to reduce seams. Fewer longitudinal seams can improve appearance and lower welding labor, but large plates require proper handling and rolling equipment.
3. Is 5083-H111, H112, or O better for tanker manufacturing?
5083-H111 and 5083-H112 are commonly discussed for tanker bodies because they provide a balance of strength and fabrication performance. H111 has slight strain hardening after annealing and can be easier to form than harder tempers. H112 is often supplied as a hot-worked or controlled condition plate with stable mechanical properties. The O temper has better softness for deep forming, but its lower strength may not suit every shell design.
For a tank plant, the better temper is the one that supports rolling, head forming, welding, and in-service strength at the same time. If the workshop uses three-roll bending equipment, pay attention to bending radius, springback, and surface scratches. If the design includes dished heads, test forming with the planned radius is wise before mass production.
4. What welding problems happen with 5083 tanker plate?
5083 is weldable, but poor process control can still create porosity, distortion, undercut, or reduced corrosion performance near the weld. Common filler choices include 5183 and 5356, selected according to strength requirements, service environment, and procedure qualification. Before welding, oil, oxide, moisture, and shop dust should be removed from the groove area.
Heat input deserves special attention. Too much heat can increase distortion and soften the heat-affected zone. Too little heat can cause lack of fusion. For long tank seams, fixture quality and welding sequence are as important as the plate itself. Many modern tank workshops combine automatic longitudinal welding with careful manual work around nozzles, manholes, and accessories.

Inspection usually includes visual testing, dimensional checks, leak testing, and, where required, radiographic or ultrasonic examination. Good plate flatness also helps welding because uneven material increases fit-up gaps and makes seam consistency harder to maintain.
5. Are 5083 and 5454 interchangeable for aluminum tank trucks?
They can overlap in some uses, but they are not automatically interchangeable. 5083 generally offers higher strength and excellent corrosion resistance, which suits many fuel and chemical tanker bodies. 5454 is often considered where operating temperatures may be higher, because it has better resistance to certain elevated-temperature sensitization concerns than high-magnesium alloys in some conditions.
When comparing 5454 aluminum plate with 5083, look at cargo type, cleaning method, maximum service temperature, required tensile strength, weld procedure, and forming demand. 5182 and 5754 may also appear in Q&A discussions, but they usually serve different priorities such as formability, moderate strength, or specific component design.
| Alloy | Strong advantage | Typical tanker-related use discussion |
|---|---|---|
| 5083 | Strength, weldability, corrosion resistance | Shells, heads, baffles, bulk liquid tanks. |
| 5454 | Better elevated-temperature suitability | Tankers exposed to warmer operating conditions. |
| 5182 | Formability and weldability | Formed parts, some tanker components. |
| 5754 | Good corrosion resistance and forming | Lighter-duty structures and parts. |
Practical purchasing checks for al alloy 5083 tanker plate
Ask for chemical composition, mechanical properties, temper certificate, ultrasonic testing status if required, plate tolerance, surface quality, and packing method. For tanker fabrication, surface scratches and edge damage are not just cosmetic issues; they can become starting points for cracks during forming or stress concentration during service.
Plate width is also important. If the supplier can provide wide 5083 plate, the tank factory may reduce weld seams and improve production efficiency. For export projects, confirm standard references such as ASTM, EN, or GB before signing the order, because the same alloy name can be supplied under different specification systems.
For new aluminum tank truck programs, the safest sequence is material confirmation, drawing review, sample forming, welding procedure qualification, then batch production. That workflow prevents the common mistake of choosing a plate only by price per ton while ignoring yield, weld rejection rate, and service life.